

振動速度基準には、ISO基準やAMD基準(旭化成振動基準)が有ります。
【機械全体振動のAMD基準】
| 良 好 GOOD |
2mm/s以下 : GOOD(良好) |
| 2~4mm/s : FAIR(要観察) 微小欠陥、摩耗の発生 |
|
| 注 意 CAUTION |
4~8mm/s : SLIGHLY ROUGH(要注意) 摩耗と欠陥が進行、要注意 |
| 危 険 DANGER |
8~16mm/s : ROUGH(危険) 急速に摩耗と欠陥が進む |
| 16mm/s以上 : VERY ROUGH(極めて危険) 部品の破損が発生 |
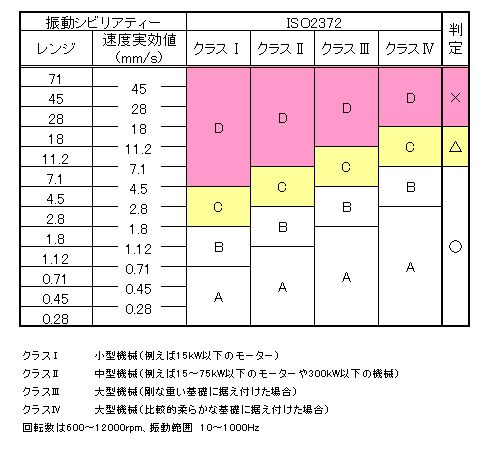
【ISO基準値】