Product processing guide
SunForce molded products can be joint to metal frames and other products.
Unlike conventional foamed products, SunForce’s superior strength allows fixing of screws possible.

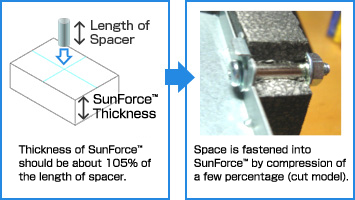
Fixing with nut, hollow spacer, washer and small screw.
Use spacer to maintain product structure and washer to enable stable fixing.
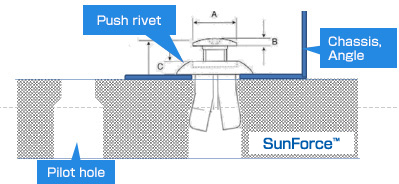
Plastics rivet
Nuts and bolts

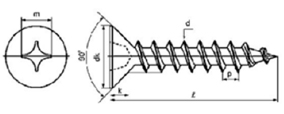
Fixing with tapping screw
Possible to tighten screws by direct tapping to SunForce
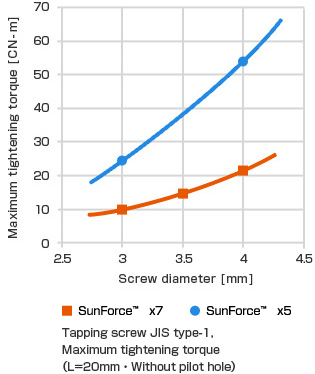
Tapping screw JIS type-1
- Fastening method
- Directly tap without pilot hole
- Length of screw
- 20mm
CAUTION) Please be sure to open pilot holes for M5 and above. For M4 or less, we recommend pilot hole to prevent cracking.
Adhesives
Fixing of SunForce using adhesive is also possible. Refer to table below for a list of adhesives recommended for use with SunForce.
| Adhesion to metal plates (Aluminium plates and SUS plates) | |||
|---|---|---|---|
| Grades of adhesive | Makers | Composition | Reference |
| Super-X2 | Cemedine Co.,Ltd. | Special polymer containing silyl group | Operating temp. -76~248deg.F |
| SX720W | Cemedine Co.,Ltd. | Acrylic polymer containing silyl group | UL94 V-0 |
| Acrylic Adhesives | Cemedine Co.,Ltd. | Acrylic polymer containing silyl group | |
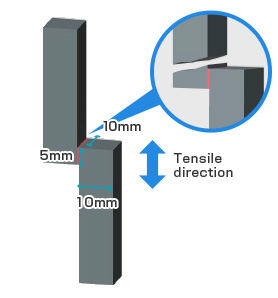
Test
After applying adhesive on the cross section (10mm x 10mm) of a bar, adhere it to another bar covering total surface of 50mm2 (5mm x 10mm), then pull the bars in the direction shown in picture.
Results
After pulling, the top bar broke. Adhered parts remained intact.
This shows that strength of adhesive is stronger than tensile strength of SunForce.
Adhesive strength > Tensile strength of SunForce
Secondary processing of SunForce
Improve surface quality
Improve surface quality and flatness by pre-processing mold surface
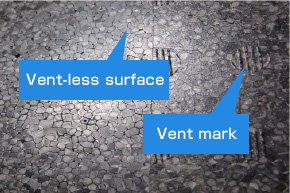
Partly vent-less surface is possible on thin plates
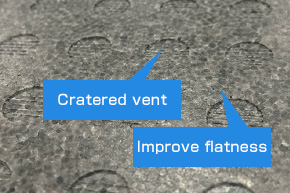
Improve flatness by using cratered steam vent
Improving surface quality, durability and waterproofing through the use of resin sheet
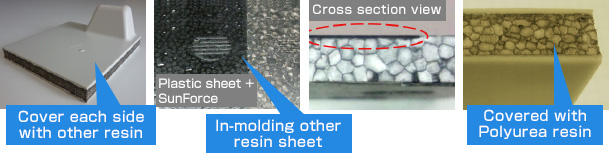
For more information, see ‘Example 5: Composite aterial’